In just a couple of years’ time the owners of the Oresund Bridge which links Denmark and Sweden will have to start repainting the main bridge girder for the first time. The original paint system that protects the 8km-long steel girder was applied in the fabrication shop in the late 1990s; conditions for the repainting will be very different.
During construction the five-layer paint system was applied in a controlled climate with easy access, but repainting of the two top coats will be made over the open sea, with trains running inside the girder, motorway traffic on top, in close proximity to a 26,000V cable and with obstacles like escape stairs and installations along the bridge to work around.
The bridge is crucial to the area; approximately 70,000 people use it every day to travel between the Danish capital Copenhagen and Sweden’s third city of Malmo, in 19,400 vehicles and 200 trains. It is the only link between the two cities at this location – the nearest crossing is a ferry some 50km away.
The repainting work involves coverage of approximately 300,000m2 of bridge girder; in the original construction, around 600,000l of paint was required to meet the highest class of corrosion protection, C5M according to BSK99.
Before painting all the surfaces were cleaned with fresh water in accordance with SSPC-SP1 and thereafter blasted to SA2.5 in accordance with ISO 8501:1. All external edges have a radius of 3mm and all edges and welds were strip coated with an extra layer of epoxy in order to secure the minimum thickness.
In its current condition, the overall status of the paint system is very good. Some defects which came to light during the warranty period have been repaired; for example along the lower chord there is a fence and the weld between the poles of this fence and the lower chord showed cracks and corrosion defects during the warranty period. The defects were caused by the layers of paint being too thick, reducing the elasticity of the paint; they were repaired in 2005/2006.
Defects in joints and edges of the bridge bearings were also observed and repaired during the warranty period, as were defects in the joints between the concrete trays where the railway runs.

On some surfaces flaking of the top coat has occurred, most often on the outriggers of the high bridge, but also underneath the upper chord. These areas have not been repaired.
Furthermore, there are spots where the paint system has failed and corrosion has started. Over the last five years these spots have been repaired during the spring, summer and autumn.
Aside from these local defects there is concern about the lifetime of the two top coats. According to the paint suppliers these layers can last between 20 and 25 years; they do have resistance to UV-rays, which is not the case for the other layers, but the concerns relate mainly to the south side of the bridge where the effect of the sun is most severe. Both the technical advisors and the paint suppliers recommend that a new top coat should be applied within the next five years.
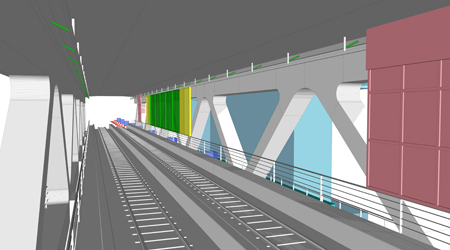
Existing conditions make the repainting extremely challenging. Trains run through the girder every ten minutes at a speed of some 200km/h and the presence of 26,000V contact-lines close to the working area makes safety extremely important.

The steel girder of the bridge does not have large plain surfaces and there are a lot of obstacles like emergency stairs, drain-pipes, navigation lights and rail equipment. From a distance the girder sections may seem to be identical, but unfortunately this is not the case. Also the presence of the outriggers on the cable-stayed high bridge will make it even more difficult to carry out the painting of this section efficiently.
The climate will certainly pose challenges; the Oresund region has only six months when the average temperature is above 10°C and only four months where the lowest temperature is above 10°C. On average the number of days with rain per month is 15, and the local climate around the bridge has a high level of humidity combined with salt water and lots of wind.
The availability of the bridge is crucial for the region; it is the only fixed link over Oresund and in its absence, the only option is a ferry 50km further north. Any repainting operation has to be done without affecting the availability of the bridge, and this is mainly an issue for the railway traffic.
Environmental issues in both Denmark and Sweden are very important and it is not an option to allow any significant amount of paint, wash-water or sand-blasting material to go into the sea.
The owner’s strategy is to keep the top coat in good shape for as long as possible in order to avoid a situation where all layers of paint have to be removed and the corrosion protection reapplied from scratch. Inspections have proven that the adhesion of the present paint system is good, and it is doubtful in any case that the paint can be removed in any envrionmentally-acceptable way. The existing surface can be washed and will be in a suitable condition for repainting without any blasting being required.
Since the south side has the shortest predicted lifetime it will need to be repainted more often. By 2023 the present system will have reached its 25 year life and the target is to have repainted all surfaces on the southern side by this date. Since it is expected this will take four years to carry out, work will need to start in 2019. The estimated lifetime of the northern side is 30 years and that of the soffit a couple of years longer. What’s more, the expectation is that the time period until the second repainting will be shorter, due to the fact that repainting will be carried out under worse conditions than the original painting.
Oresundsbron has concluded that water-based paint is not yet proven for this type of application, and a safe choice would be to continue using a top coat based on polyurethane. The new polysiloxane-based paints are an interesting option with a longer predicted lifetime but their potential adhesion to the existing top coat needs to be verified, as well as adhesion for the subsequent repainting. As yet no final decision has been made and Oresundsbron is seeking input and experience of other bridge owners.
The main challenge is to design some kind of shield to place between the painting workface and the trains; not only to ensure the safety of the workers, but also to prevent paint from damaging the trains. Alongside this, a platform or enclosure will be needed to make it possible to paint with good results on as many days a year as possible.
Programme time is important – the chosen method needs to be able to meet the four-year time slot for painting one side of the bridge while keeping it open to traffic. Meeting environmental regulations is also a must.
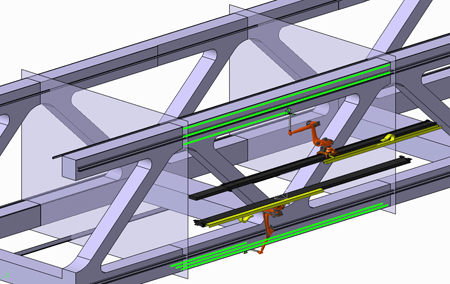
Initial proposals are to use robots for the first phase to wash the surface with hot water at a pressure of 500 bar. In the second phase the same robots will paint two layers with a one-day drying period in between.
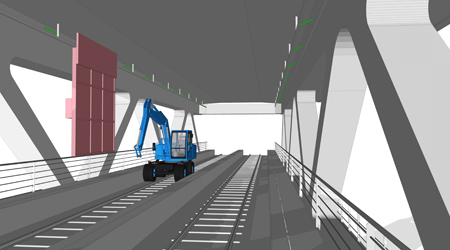
Spot repairs will be carried out in advance, and all obstacles will be dismantled so as to enable the most efficient painting process with a high degree of repetitive movements.
The choice of automation is not just a matter of efficiency, but also work safety and quality. The inside of the girder does not offer the best working conditions, and the need to carry out the process without impacting on rail services more or less demands a solution that uses automation.
One key issue is how to achieve the highest possible quality level of the painting operation and the use of paint robots is one way of achieving that. The intention is to use standardised robots for scanning the surface, washing, painting and even for inspection.
After evaluating different alternatives Oresundsbron has decided to develop the solution for automation with hardware and software and to provide this to the painting contractor who wins the future contract. This is down to risk allocation - Oresundsbron believes it is better placed to handle this risk and is also more willing to invest in the best possible solution in the long run.
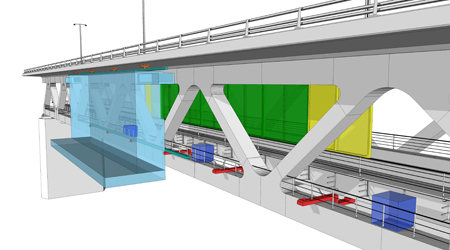
The second element, the platform, could be the most important component of the system as regards efficient painting. In order to create the best conditions for a standardised work process the intention is to divide the girder into 20m sections for each painting cycle.
Since the girder does not have identical geometry throughout, the first part of the process is to scan each section before starting the operation.
A platform hanging outside the bridge along with its associated environmental wind loads and wind loads imposed by passing trains, will challenge the load profile and thorough calculations will be needed. Estimating the wind load is currently proving challenging.
A shield for the railway has already been developed; it will be linked with other sections and will slide along the fence by the railway, guided by a rail from the roof. It will also be possible to work from the platform. It is essential to keep the shield as close to the inside of the girder as possible in order to maintain its distance from the high voltage contact-line.
The next phase for Oresundsbron is to build a mock-up to enable a prototype of the shield to be built and tested. The process of sliding the shield will be tested, working from within it. It will also be retained as a training facility for use by the future contractor.

Creating an efficient factory process is not just about hardware; it’s necessary to develop a standardised work procedure on the platform which has a high degree of accuracy, robustness and optimal sequence. The current plan is to move the platform once a week, within which time all operations must be finished.
Painting one side of the bridge, which is 800m long, at a rate of 20m each week will take 400 weeks, which exceeds the target of four years. However it is only possible to rely on 25 effective weeks each year, hence it will be necessary to have four platforms working at the same time.
The conclusion of the owner is that it will be cost-effective to invest in a proper platform in order to keep the cost of the painting down and to reduce the negative impact of the Scandinavian climate.
Using automation for the painting process will increase quality, improve work safety and, together with the platform, form the most important components of the cost-effective painting factory that is being developed.
Bengt Hergart is property director and Hanna Nilsson is engineering manager of Oresundsbron.


