
The recent introduction of European conformity marking and a technical approval process for post-tensioning kits has caused some confusion in the bridge industry. Here Marcel Poser, Markus Traute, Erik Mellier and Hans Rudolf Ganz explain the system and what it means for clients, designers and contractors.
Post-tensioning kits for use in the European Community are now required to have European Technical Approvals that are based on a set of defined testing procedures that must be fulfilled. Once the post-tensioning systems are placed on the market, they are subjected to a factory production control and an independent and continuous surveillance. Post-tensioning kits must be installed by trained post-tensioning specialist companies, ensuring a professional and system-conforming installation.
According to the European Construction Products Directive, construction products used in the European Union must carry CE (Conformité Européene – European Conformity) marking. Post-tensioning kits can only carry CE marking if European technical approval has been obtained from a nominated approval body and after an EC certificate of conformity has been obtained from an eligible approved/notified body. Guidance as to the requirements for obtaining an this technical approval is contained within ETAG 013 Guideline for European technical approval of post-tensioning kits for prestressing of structures, which details a set of testing procedures that have to be fulfilled.
The European Organization for Technical Approvals consists of the bodies that are nominated to issue techical approvals, once the testing provisions stipulated in ETAG 013 have been fulfilled and a European consultation has been performed successfully.
A European consultation involves the circulation of the technical documentation of the post-tensioning kit with a summary of the tests performed on the system to all nominated approval bodies within the EU. Once the technical approval is obtained, it is valid for five years, issued for a proprietary post-tensioning kit to the approval holder with a designated kit manufacturing plant of the components.
The EC attests that the manufacturing of the individual components is under the continuous surveillance of an independent authority (an approved/notified body), which checks that the manufactured components comply with the components outlined in the particular technical approval.
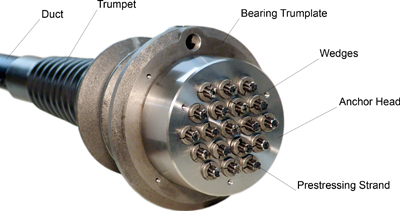
The definition of a post-tensioning kit covers all the elements that make up the complete tendon, and which will be placed on the market - sold - by a specialist post-tensioning company which will take full responsibility for all components and the installation. For practical reasons, the reinforcement may be provided by the contractor, but must fully comply with the specifications and dimensions given in the particular ETA, and the quality records collected by the PT specialist company.
All the delivery notes for the proprietary components of the post-tensioning system must contain CE marking. Delivery notes for standardised components must also contain CE marking, or a certificate of conformity to the adequate national standard. At the end of a project, a definitive CE marking record relating to the installed kit must be created from the individual delivery notes, which must then be archived for ten years.
At the end of construction, the documents provided to the client are the delivery notes with CE marking and summarised definitive CE marking record. No other documents, such as detailed test reports of the post-tensioning kits or detailed test reports on the components are required.
ETAG 013 details the full-scale tests the post-tensioning kit has to undergo. The basic testing provisions include static tensile tests for each anchorage and coupler type. A complete tendon is first stressed by means of standard stressing equipment to 80% of the characteristic ultimate tensile strength of the tendon. This load is then maintained for a duration of two hours, after which the tendon is stressed by means of an external testing machine to failure. An efficiency of at least 95% of the actual ultimate tensile strength of the tendon and 2% elongation must be achieved.
Each anchorage and coupler type must also undergo fatigue tests. The acceptance criteria are that they should pass two million load cycles with a stress range of 80MPa without fatigue failure in the anchorage components. Additionally, not more than 5% of the tensile element cross-section should be lost in the process. Fatigue testing of post-tensioning systems is a new requirement in many parts of the world and passing such a test requires particular care in detailing the components of the anchorage and the transition with the duct.
Load transfer tests for each anchorage type and concrete strength are also part of the approval process. During a load transfer test, the anchorage components - including relevant reinforcement and concrete with the desired dimensions for a particular concrete strength - are subjected to ten load cycles between 12% and 80% ultimate tensile strength, before the complete assembly is loaded to failure. An efficiency of at least 110% UTS must be achieved.
Minimum production control frequencies that must be achieved are also specified in ETAG 013. For example the production process should guarantee 100% material control, 5% dimension control, and 100% visual check. Compliance with these and the complete factory production process are fully audited by the approved/notified body, with any non-conformity having to be sorted out before any CE marking can be approved. Throughout the validity period of the technical approval, the approved/notified body continues to exert full control of the production, on top of the audits and testing by the kit manufacturer. Both the ETA holder and the kit manufacturer are audited every year; kit components are picked up on site annually for independent testing and checking of the mechanical performance.
Each component manufacturer is also audited during the five-year period over which the ETA is valid, and these provisions are intended to guarantee proper quality and compliance of the kit components that are delivered to site.
European-approved and CE-marked post-tensioning kits must be installed by certified PT specialist companies. Such certified companies are responsible, under the supervision of the ETA holder, for compliance with all regulations set out in the relevant technical approvals for the post-tensioning kit and with the respective standards and regulations in force at the place of use, and they must ensure a professional execution of the post-tensioning works.
Key points to note include the logistics and supply of a complete post-tensioning kit to the construction site, full assembly and installation service of the post-tensioning kit on the construction site, and quality assurance and endorsement of all safety-at-work and health protection regulations. The key personnel of the specialist post-tensioning company must be continuously trained in the use of the particular post-tensioning kits and must be certified for the post-tensioning works by the ETA holder.
Together, the CE marking and the European Technical Approval certificate create an 'international passport' for post-tensioning kits. CE-marked post-tensioning systems installed by certified and responsible post-tensioning specialist companies provide the highest level of quality and assure the owners of the structures that only high q
